エンドミル、またまた折れました。
すいません m(_ _)m、本記事はブログ引越時に書式が崩れました。順次修正中です。
何事も勉強ですね。またまたエンドミル折れました。でも、今度はほどほどには放熱しながらやったので、材料が熱で絡みついたわけではなさそうです。実際、エンドミルや切削したところをチェックしてみてもそれらしき痕跡はありませんでした。で、折れた場所からいろいろ推測してみた結果、「切りカスがエンドミルに引っかかった」という結論にたどり着きました。下の写真を見ると、穴加工のそばの横溝切削中で終わっていることがわかります。恐らく横溝カット中にエンドミルが折れたのでしょう。

DXF(CADデータ)からGコードへの変換にはJMM-TOOLを使っているのですが、できあがったG-CodeをNCVCで実行してみると、以下のような順番で実行されます。
1.円カット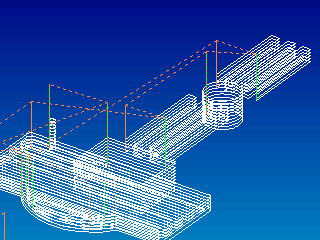
2.横溝堀り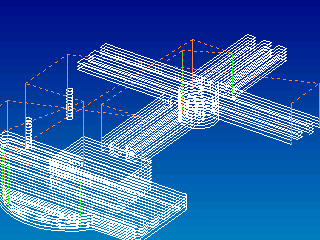
3.完成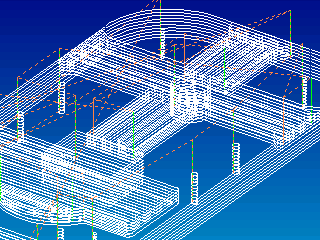
で、穴掘りをした時点で真ん中の切り残しがはがれ、次に溝を掘るときにエンドミルとぶつかってエンドミルとぶつかり、それで折れたのではないかと思います。材料は両面テープでワークテーブルに固定していますが、接着面積が小さいと部品がはがれてしまうことがあります。この対策としては、「薄皮一枚残して切削」という方法がありますが、これがなかなか難しく、時として残らない時があります。最初のZ軸調整が甘かったり、材料を固定するときに、両面テープと材料、ワークテーブルの間にゴミが入ってその分浮いてしまったり、他にはワークテーブルの面出し精度もあります。
いろいろ並べましたが、なかなか薄皮一枚をコントロールする領域にはSISOのレベルが達していません。
対策としては、Gコードの実行順番を変える(Jinさん、できませんかー?)、ツールパスを変える、削りきってしまう(円を切るのではなく、穴を掘ってしまう)方法が考えられます。手で編集して、できあがったGコードを入れ替えてもいいのですが、これをやると、複製機能(同じ切削パターンを複数生成する)機能が使えなくなってしまうので、穴堀方式にしようと思います。
これでばっちり!いい経験になりました…が、高い講習代だなぁ…。

 SiSO-LAB所長兼研究員のSiSOです。あ、趣味のサイトなので実体はありませんけど…。
SiSO-LAB所長兼研究員のSiSOです。あ、趣味のサイトなので実体はありませんけど…。

















SISOさん、おはようございます。
本日付の中日スポーツに、
先月のロボットコミュニケーションズさんの練習会の模様が
載っています。
ARUMO SiRが大きい写真で載っていますよ。
ROBO-ONEの予選の件ですが
まだ時間もあるし、何か手立てがないか考えてみることにします。
愚痴ってしまって、すみませんでした。
それでは~!