JMM-TOOL V0.90を使ってみる。おお、便利!
すいません m(_ _)m、本記事はブログ引越時に書式が崩れました。順次修正中です。
JMM-TOOLがV0.09にバージョンアップしたので、さっそく試してみました。2.5D加工を多用するSISOとしては一番気になるのはポケット加工です。前のバージョンではポケット加工後、Z軸をあげるG-Codeが出力されない、という問題はばっちり修正されているようです。今まで、ポケット加工のためのツールパスを、CADで描いていたのが不要になったので、元のCAD図がすっきりしました。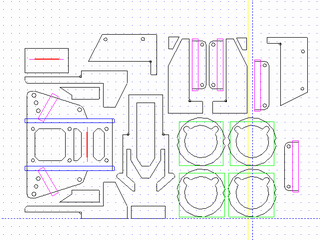
ここからプリミティブを操作していくと、こんな感じのG-Codeを生成することができます。G-Codeを見ると、ややしつこめにZ軸をアップしているのがわかります。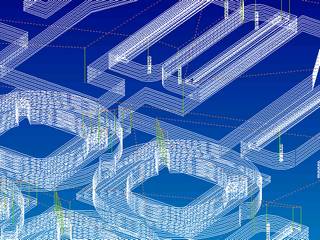
まだ複雑な形状に対してはうまく生成できない(さかづきみたいな形状とかはダメですね)のですが、それでもだいぶ楽チンになりました。今までは、「えっと、使う予定のエンドミル径が1mmだから、0.8mmずつずらして…」なんて描いていたのですが、これが不要になりました。
生成されたG-Codeをチェックしていると、なんか最後にZ軸がぐぐっとあがる?と思ったら、新機能なのか、「Z軸終了時」というパラメータが追加されていました。これで、最後に原点に戻る時の高さを調整するようです。
あと、原点調整は、ツールバーから呼び出します。今回、原点位置がJMM-TOOLにて表示されるようになったので、これで目視確認できて便利です(自動でちゃんとプラス側に全部G-Codeを収めてくれれば一番いいのですが、ステップバイステップということで、今後に期待します)。先のCADデータなんかですと、原点0の場合、「-0.57、-0.57」まで削ってくれちゃいますので、これで先に修正したG-Codeを作れます。仕掛時にミスる可能性が減りますので、歓迎!な機能です。
で、さっそく切削してみたら…がーん、材料が溶けてしまい、だめだめ~な結果になってしまいました。前は、手で描き描きしてたのもあって、割と、「ちょっと削ってZ軸アップして」みたいなコードになるようにしていたのですが、ポケット加工の場合、連続でぐいぐい行ってくれます。そんなわけで、ワークかエンドミルの温度が上がってしまい、溶けてくっついちゃったようです。

というわけで、ポケット加工のG-Codeと分離して、ちょっと休ませながら切削するようなG-Codeにちょいちょいっと変更してやり直そうと思います。気の重くなっていた2.5D加工、ちょっと気軽になって来ました。
ところで、ポケット加工の「P Option」ダイアログで設定する「感覚(エンドミルの何パーセント)?」という項目、これって、ほんとにパーセントですか?なんとなく、ずらす量をN倍しているような気がするのですが…。

 SiSO-LAB所長兼研究員のSiSOです。あ、趣味のサイトなので実体はありませんけど…。
SiSO-LAB所長兼研究員のSiSOです。あ、趣味のサイトなので実体はありませんけど…。

















SISO さんへ、早速使ってもらってありがとう御座います。 ちまちまとですが修正は続けて生きたいと思いますので、よろしくお願いいたします~