CNCで基板削る時って速度落としたほうがきれい?
すいません m(_ _)m、本記事はブログ引越時に書式が崩れました。順次修正中です。
PRX-1510+基板カッターで低速で削ると…
0.2mmのエンドミルを使う予定だったのですごくスピードを落としたG-Codeを作ってみたんですが、エンドミルを折ってしまったショックで、基板カッターに刃を替えてもそのままの速度でやってしまいました。値はZ軸がF30、X、Y軸がF50。ちなみに切込量は0.12mmです。
そしたらなんと、
仕上がりがすごくきれい!
なことがわかりました。以前、Dサブコネクタ用シェルに入るレベルコンバータを作った時は、結構、銅箔にバリがでちゃって焦ったんですが、今回はウソのようにきれいにできました。仕上げにバリ取りする必要がないぐらいです。次に作るときはもう少し速くしてみて、どれくらいまでがいい感じか試してみる事にします(みたいなことをちゃんとメモっておくために、ホームページ更新は大事なのです)。
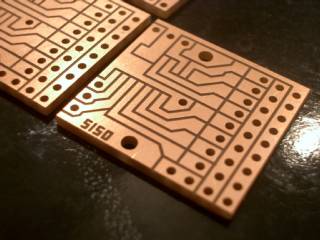
これはパターン正解…のハズ。
というわけで、HIDEさーん、基板はできましたよー。これから部品載っけて通電してみますね。


 SiSO-LAB所長兼研究員のSiSOです。あ、趣味のサイトなので実体はありませんけど…。
SiSO-LAB所長兼研究員のSiSOです。あ、趣味のサイトなので実体はありませんけど…。

















Your Message