MCナイロン、手強し…敗退
すいません m(_ _)m、本記事はブログ引越時に書式が崩れました。順次修正中です。
新型機で一部MCナイロンを使ってみようと思い、こんなこともあろうかと思って入手しておいたMCナイロンを切削開始…が、敗退しました。手強いです、MCナイロン。とりあえず、厚みを調整しようと思って削り始めました。F150、Z切削量0.1mmぐらいでじわじわっと(スピンドルモーターは5000rpmぐらいだと思います)。

切削粉は、こんな感じで、短い糸クズみたいなのがたくさんできます。むむむ、このあたりからして、今まで触ったことのない材料の予感です。最初は快調に切れていて、ふんふ~ん、楽勝かも!と思っていたら、だんだん切削跡が荒れてきました。や、やばいかもです。
とりあえず厚み調整のための切削はできたので、加工面のヒゲみたいなの(「草原」といったほうがいいか)をスクレーパーで落として…このあたりからなんだか高精度な加工をしているのを忘れてる…みたところ、やっぱりちょっと荒れてきていました。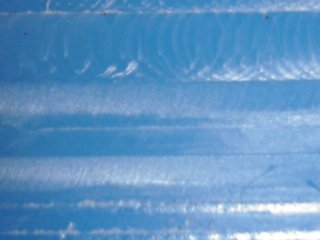
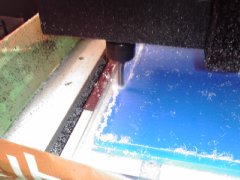
で、さらに部品を削り始めて、朝、目覚めてみると…なんと、こんな風になってしまいました。
エンドミルに、爆発シーンをコマ撮りしたように溶着しているのがおそらくMCナイロンの削りカス。で、ワークの方はぼろぼろでした。ちょっと黒くなっているのは溶けたところです。防音ボックスを開けてみたらちょっとくさかったです。で、エンドミルへの溶着具合がすごくて、もう、このエンドミルはダメっぽいですね…いや、まちがいなくダメです。溶着物が取れません。エンドミルも安くないのに…。よくよく考え直してみると、なんだか、切っている最中からどんどんエンドミルの切れが悪くなってきたような気がします。MCナイロン、どうやったらうまく切削できるんでしょう???
で、「もう一皮剥けばいいや」と思って気を取り直して再び削り始めたら、今度は切削音がちょっと変。ワークを触ってみたら、ちょっと反ってきてました。うーん、不思議。そんなこんなで、MCナイロンは断念しました。もう少し情報収集をしてから再チャレンジしてみようと思います。うー、金額、時間ともに高い授業料でした。もっとスピンドルの回転数が必要なのかな。
結局、MCナイロンに敗北して、POMで削りだしました。こっちはスイスイです。ぶー。MCナイロンの色が好きなのでちょっとやってみたんですが、さんざんでした。でも、まだ色はあきらめていませんので、代替案を準備中です。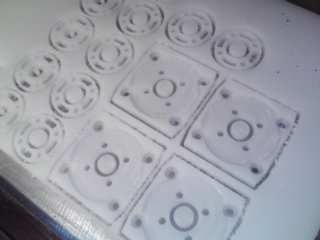

 SiSO-LAB所長兼研究員のSiSOです。あ、趣味のサイトなので実体はありませんけど…。
SiSO-LAB所長兼研究員のSiSOです。あ、趣味のサイトなので実体はありませんけど…。

















SISOさん。
MCナイロンの切削は手ごわいでしょう。
エンドミルの寿命も短いです。
ワーク温度を上げ溶け(湧くといいます)
ないように、回転数を上げない、
新品のエンドミルにする。
金属系の加工条件にする。
ウエットやセミドライで削るなどです。
エアーによる冷却も効果があります。
又刃物は新品を使ったほうが良いです。